
Why Kaizen
We rapidly deliver actionable insights and business value for clients across the value chain. Using vast experience with best-in-class tools and products, we are able to find the right data-driven solutions to simplify your decisions and help your business boost revenues, cut costs, save time, and improve margins.
$1.4B+
profit uplift
generated
5.8%+
average profit
uplift generated
$694M+
cost savings
created
24
industries
supported
How We Do It

Trusted Clients

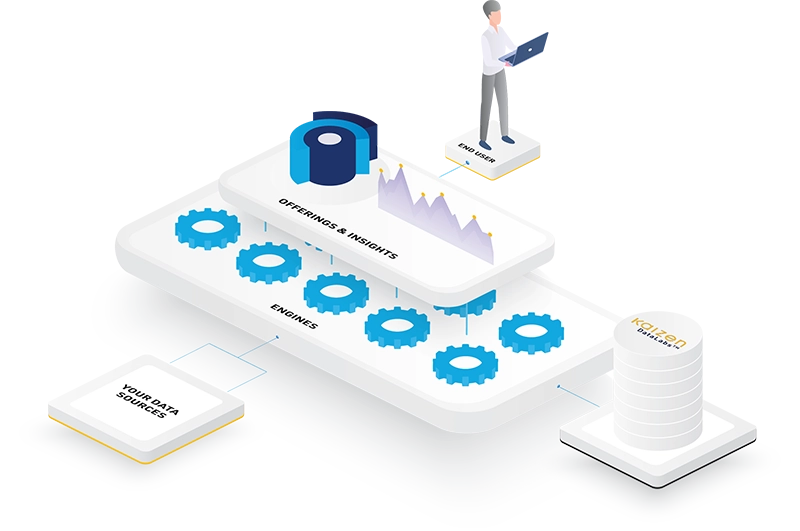
Our Approach
Simply put, we seek to understand what’s happening and why in your business, predict what outcomes can and will happen, learn from these outcomes and predict and improve future performance. This allows us to find business “harmony” when we are able to drive positive business results and continuously increase value for all. Let us help you Find Your Zen™.
Intuition
Proof Point
Fact
Zen

Featured Thought Leadership
Browse Kaizen’s latest papers, case studies, and announcements.
-

Shifting Focus to Small and Wide Data
-

Setting Prices in Context
-

A New Approach to Anomaly Detection
Contact Us
No matter your industry, company size, or business need, we’ve had experience across the board, and we could have a solution for you! Contact us, and we’ll get back to you ASAP!